当前标签:钢板折弯
钢板折弯为你详细介绍钢板折弯的产品分类,包括钢板折弯下的所有产品的用途、型号、范围、图片、新闻及价格。同时我们还为您精选了钢板折弯分类的行业资讯、价格行情、展会信息、图片资料等,在全国地区获得用户好评,欲了解更多详细信息,请点击访问!
-
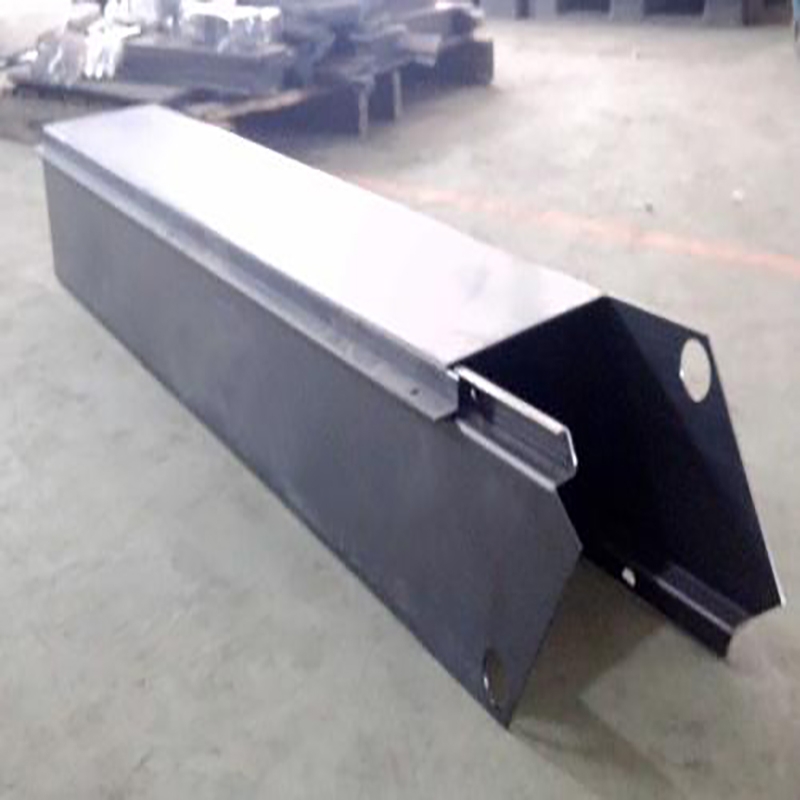
高精度高效节能型折弯机油电混合驱动系统,泵控同步控制技术精度更高,节能效果好,速度更快、效率高适合对各类工件进行高精密、快捷折弯加工折弯机的结构特点1、采用全钢焊结构,具有足够的强度和刚性;2、液压上传动,机床两端的油缸安置于滑块上,直
-
采用压差控制系统,油温低、溢流少,稳定可靠多种模具夹紧方式,供客户选择高频响阀液压控制技术,速度快、效率高、精度稳定大行程、大开口,加工范围更加广泛支持拓展折弯加工自动化折弯机的结构特点
-
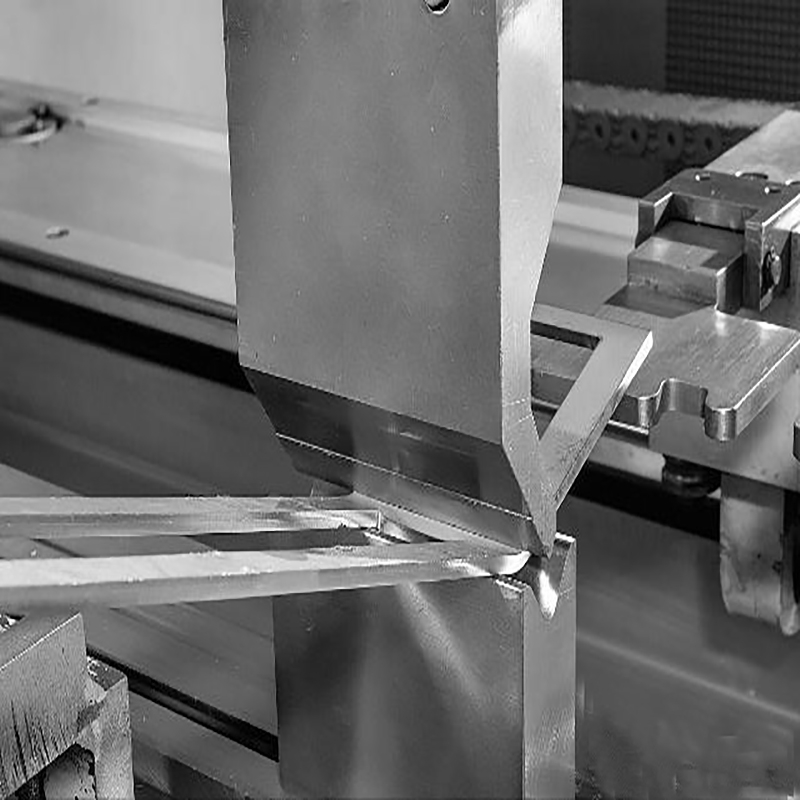
在实际的折弯加工过程中还会遇到各种各样的问题,很多时候还要考虑到折弯对别的工艺的影响,很多时候还要具体问题具体分析,适当的安排工艺。同时,在一些特殊需要的情况下,供应商也会制造特殊的折弯刀,但如果刀具的形状越怪或者弯度越大,必然影响到刀具的
-
钣金厚度:钣金折弯加工实际工作中发现,材料越厚,折弯圆角越大。我们知道,板材越厚,折弯压力越大,折弯下模槽口越大,是什么可影响折弯r角的因素呢?钣金材料:不同板材的,同样厚度折弯系数不一样,有轻微差别,证明材料特性影响折弯圆角。材料有一种性
-
折弯上模圆角:正常折弯模具圆角不大于r1,折弯小圆角就不能小于1,对于无要求折弯圆角影响不大。对于特殊需求钣金折弯圆角小于1的或远大于1的,折弯加工就不由折弯上模圆角决定了。所以,折弯上模圆角直接影响折弯半径。折弯机的结构说明
-
折弯压力是参与折弯半径变化中的,折弯加工只是由钣金厚度和折弯下模槽口宽度决定的,不做考虑。几乎所有因素都影响折弯半径,我们只能根据需求,限定相关因素来稳定折弯半径的影响因素。比如:不要求折弯半径时,限定所有因素,指定特定的折弯系数表。要求折