座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
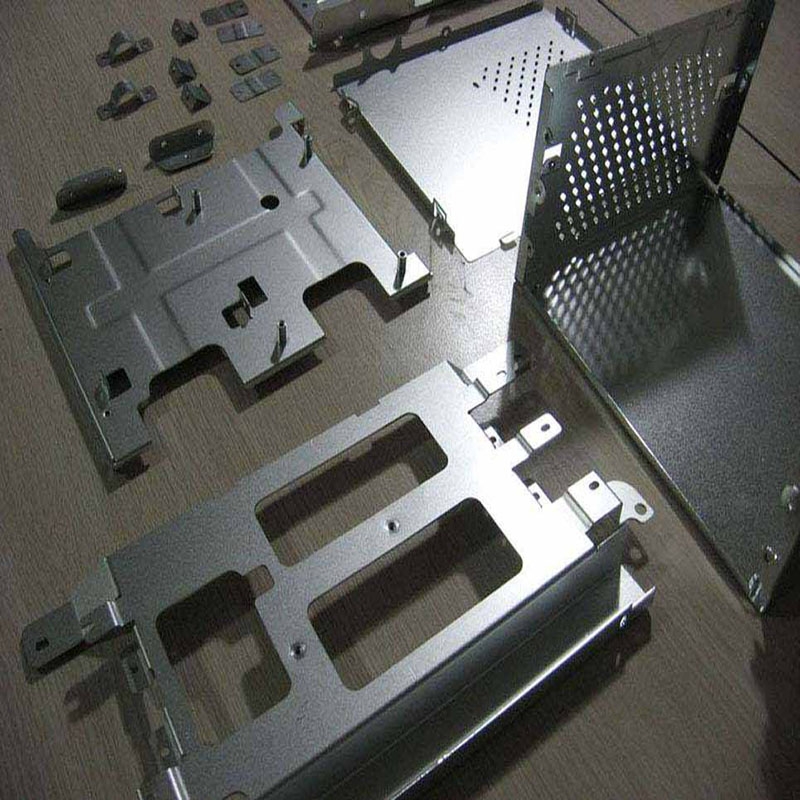
精密钣金加工过程中的工艺结构很多时候决定了钣金件的成件是否良好,但是钣金零件的工艺结构有哪些呢,今天小编就来给大家讲解一下:
1、钣金件壁厚
为保证钣金件的加工质量,防止因壁厚不均冷却结晶速度不同,钣金加工品在壁厚外产生组织疏松以致缩孔,薄厚相间处产生裂纹等,应使钣金件壁厚均匀或逐渐变化,避免突然改变壁厚和局部肥大现象。壁厚变化不宜相差过大,为此可在两壁相交处设置过渡斜度。其壁厚有时图中可不注,而在技术要求中注写。
2、钣金造圆角
为便于钣金件造型,避免从砂型中起模时砂型转角处落砂及浇注时将转角处冲毁,钣金加工厂家防止钣金件转角处产生裂纹、组织疏松和缩孔等钣金造缺陷,故钣金件上相邻表面的相交处应做成圆角。对于压塑件,其圆角能保证原料充满压模,并便于将零件从压模中取出。
3、起模斜度
造型时,为了便于将木模从砂型中取出,在钣金件的内外壁上沿起模方向常设计出一定的斜度,称为起模斜度(或叫加工斜度)。起模斜度的大小通常为1:100—1:20,用角度表示时,手工造型木模样为1°— 3°,金属模样为1°— 2°,机构造型金属模样为0.5°— 1°。
为了便于制模、造型、清砂、去除浇冒口和机械加工,钣金件形状应尽量简化,外形尽可能平直,内壁应减少凹凸结构。