座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
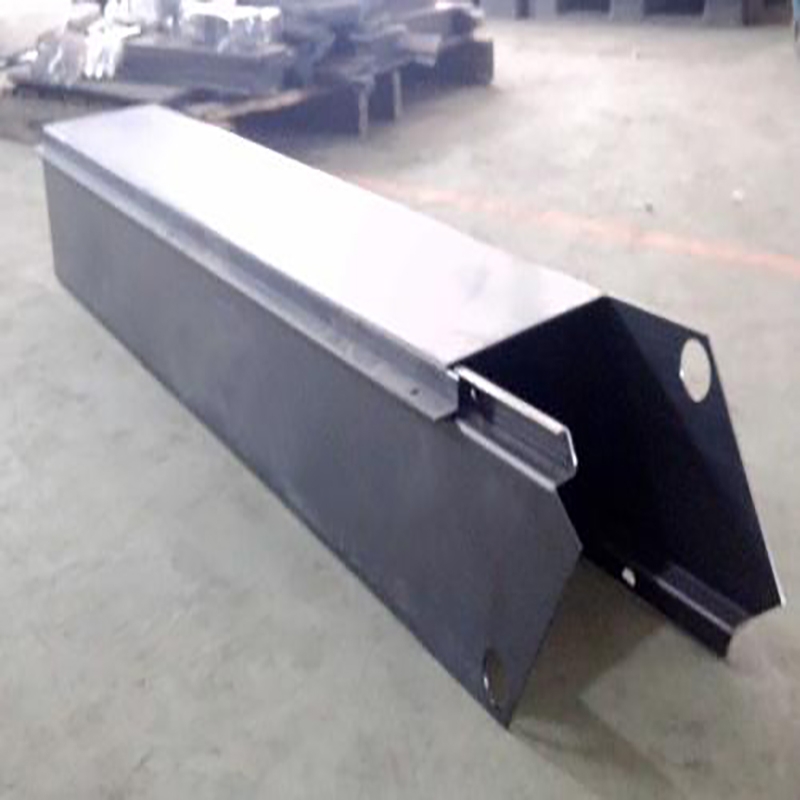
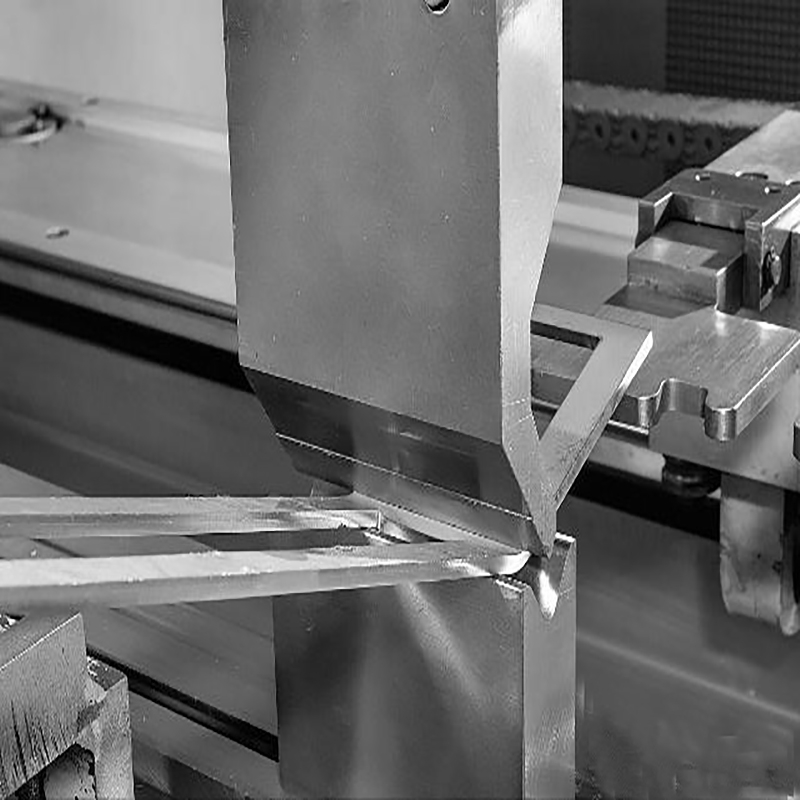
一般的钣金加工弯板90度都是需要在V型刨槽内通过压力实现,所以他们之间是工装工具的关系v型刨槽加工也可以说是钣金加工的一道工序,有的钣金产品(料厚较厚)弯曲后产生的外R角太大不美观,钣金加工所以在折弯处刨v型槽(即将板厚刨薄),V型刨槽有两个作用:一是减小折弯园角,折弯加工一般钣金的折弯内园角等于板厚,如果工件要求的折弯内园角小于板厚,需要刨V型槽;二是减小折弯力钣金加工厂,当工件的折弯力大于折弯机的吨位而无法折弯时,可以刨V型槽减少折弯力。
下料:下料方式有各种,主要有以下几种方式
一、冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料件,钢板折弯其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。
二、剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低,精度低于0.2,但只能加工无孔无切角的条料或块料。
三、镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同NC下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于0.1。
四、NC数控下料,NC下料时首先要编写数控加工程式,剪板折弯利用编程软件,将绘制的展开图编写成NC数拉加工机床可识别的程式,让其根据这些程式一步一刀在平板上冲裁各构形状平板件,但其结构 受刀具结构所至,成本低,精度于0.15。
五、锯床:主要用下铝型材、方管、图管、圆棒料之类,成本低,精度。